



金屬沖壓件彎曲件形狀應盡量對稱,成形的半徑要大於材料允許的小成形半徑。
曲邊過短不易成形,故應使彎曲邊的平直部分H>2δ。如果要求H很短,則需先留出適當的余量以增.大H,彎好後再切去所增加的材料。
| 產地: | 貴州省 貴陽市 |
|---|
| 產地: | 貴州省 貴陽市 |
|---|
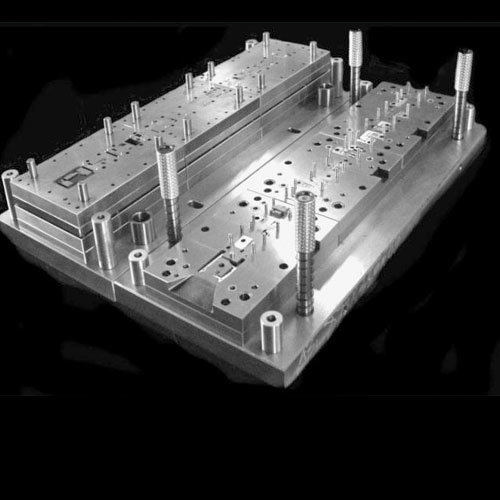
金屬沖壓件加工是對成形彎曲件的有要求的,需要註意的點如下:
1.金屬沖壓件彎曲件形狀應盡量對稱,成形的半徑要大於材料允許的小成形半徑。
2.曲邊過短不易成形,故應使彎曲邊的平直部分H>2δ。如果要求H很短,則需先留出適當的余量以增.大H,彎好後再切去所增加的材料。
3.彎曲帶孔件時,為避免孔的變形。
4.金屬沖壓拉深件外形應簡單、對稱,深度不宜過大。以便使拉深次數少,容易成形。
5.金屬沖壓拉深件的圓角半徑在不增加工藝程序的情況下。否則必將增加拉深次數和整形工作,也增多模具數量,並容易產生廢品和提高成本。
金屬沖壓件使用的模具是采用彈壓卸料板,還是采用固定卸料板,取決於卸料力的大小,其中材料料厚是主要考慮因素。隨著模具用彈性元件彈力的增強(如采用矩形彈簧),彈壓卸料板的卸料力大大增強。金屬沖壓件是靠壓力機和模具對板材、帶材、管材和型材等施加外力,使之產生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的成形加工方法。

x
| 立即登陸,贊它一下 |
| 暫不登錄 |

